Fabrication & création
de médailles
depuis 1928
Ateliers : un savoir-faire français
Des mÃĐdailles Made In France
Il ne reste aujourdâhui que trÃĻs peu dâentreprises qui fabriquent des mÃĐdailles en France : FIA est lâune dâentre elles. La sauvegarde de ce savoir faire traditionnel est un facteur-clÃĐ de motivation pour toute lâÃĐquipe. Depuis 1979, les ateliers ont quittÃĐ le Vieux Lyon et sont installÃĐs dans un beau cadre de verdure à Dardilly dans le PÃīle ÃĐconomique ouest du Grand Lyon (Techlid). Sur le site, sont regroupÃĐes les activitÃĐs de crÃĐation, gravure, estampage, traitement de surface et montage/expÃĐdition des mÃĐdailles, insignes et trophÃĐes. Le souci de prÃĐservation de lâenvironnement est une valeur essentielle de lâentreprise : des investissements importants ont ÃĐtÃĐ rÃĐalisÃĐs dans le systÃĻme de recyclage des effluents afin de respecter le milieu naturel.



La crÃĐation des maquettes

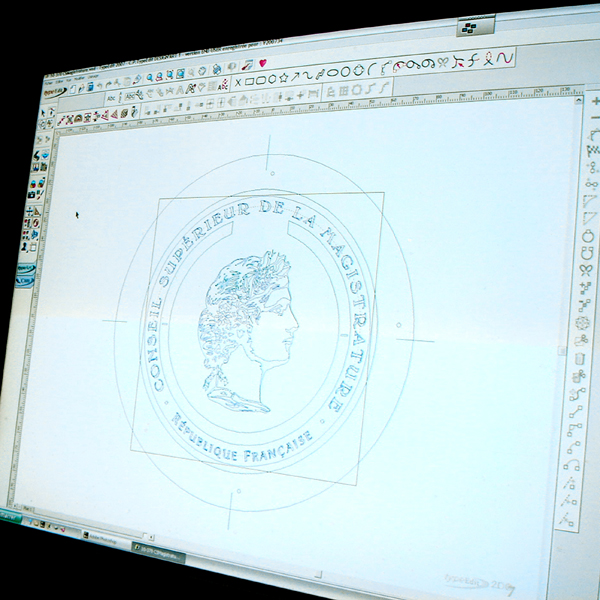
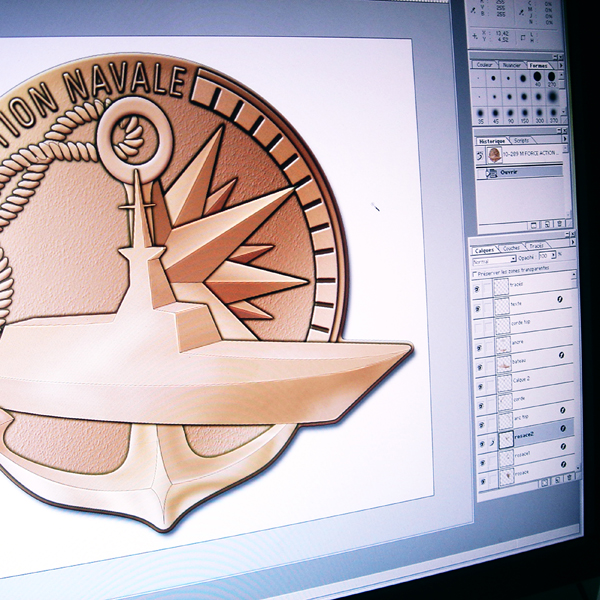
Câest la premiÃĻre ÃĐtape dâun projet de crÃĐation personnalisÃĐe. Le client communique au service commercial les ÃĐlÃĐments quâil souhaite voir figurer sur le motif (photos, croquis). A partir de ces ÃĐlÃĐments, le maquettiste dessine en adaptant le projet aux diffÃĐrentes contraintes propres à notre mÃĐtier. Le rendu de la maquette doit Être trÃĻs proche de lâaspect final de lâobjet. La maquette est soumise au client pour approbation. AprÃĻs modifications ÃĐventuelles, elle est contresignÃĐe par le client en tant que bon à tirer que FIA sâengage à respecter. Dans ce mÃĐtier oÃđ la crÃĐation de lâoutillage est coÃŧteuse, et oÃđ lâoutillage ne peut Être modifiÃĐ, la maquette est un maillon essentiel de la relation commerciale.
La gravure des outillages



Les outillages sont rÃĐalisÃĐs dans lâatelier de gravure : matrices en acier pour les mÃĐdailles en bronze estampÃĐ, moules dâinjection pour les insignes en zamak , moules en rÃĐsine pour les trophÃĐes en bronze de fonderie. Des techniques variÃĐes de travail des mÃĐtaux sont mises en Åuvre au niveau de lâatelier de gravure en fonction du motif à crÃĐer . Les ÃĐlÃĐments en relief simple (textes et logos) sont usinÃĐs sur fraiseuse à commande numÃĐrique. Le relief sculptÃĐ nÃĐcessite la crÃĐation dâune sculpture modÃĻle qui est reproduite dans lâacier. Le relief en creux et le relief bombÃĐ en surface passent par une ÃĐtape dâÃĐlectroÃĐrosion. Mais quelque soit lâoutillage, la finition se fait à la main, trÃĻs souvent sous binoculaire, de façon à peaufiner le moindre dÃĐtail et à donner au motif, toute sa prÃĐcision, sa nervositÃĐ et sa finesse. La gravure des outillages est au cÅur du mÃĐtier de FIA.
Lâatelier dâestampage


Les mÃĐdailles en bronze sont estampÃĐes dans cet atelier. Dans un premier temps, la matrice dâestampage de la mÃĐdaille est montÃĐe dans la presse de 400 tonnes. Les flans de mÃĐtal sont alors frappÃĐs un à un sous la presse puis recuits au four pendant une vingtaine de minutes afin dâÃĐliminer les contraintes dans le mÃĐtal. Les frappes sâenchainent, leur nombre dÃĐpendant de lâimportance et de la disposition du relief sur la face et le revers de la mÃĐdaille. On peut aller jusquâà 10 frappes successives sur une mÃĐdaille, lâÃĐtape de recuit dans le four venant sâintercaler entre chaque passe.
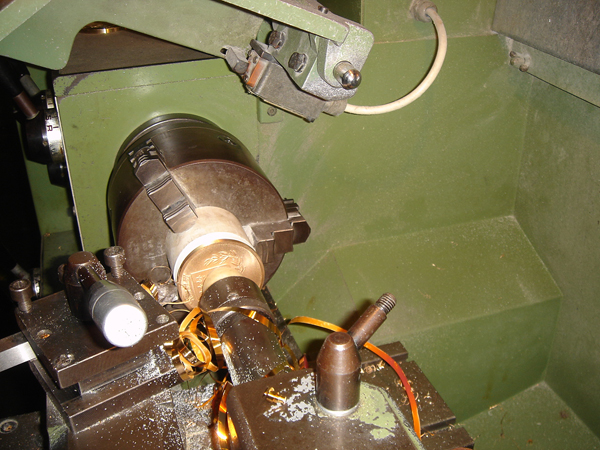
AprÃĻs lâestampage, les mÃĐdailles massives en mÃĐtal brut sont tournÃĐes une à une afin dâÃĐliminer le surplus de mÃĐtal et dâobtenir une tranche parfaite. Les mÃĐdailles frappÃĐes dans notre atelier dâestampage se distinguent par la qualitÃĐ sans dÃĐfaut du mÃĐtal employÃĐ, le relief du motif qui est ÂŦ montÃĐ Âŧ jusquâau moindre dÃĐtail et la nettetÃĐ des tranches.
Le Traitement de surface



La finition des mÃĐdailles est rÃĐalisÃĐe dans cet atelier : bronze, vieil argent, argent blanc, dorÃĐ mat ou semi-brillant, chaque nuance nÃĐcessite un traitement diffÃĐrent. Les mÃĐdailles sont dâabord sablÃĐes puis montÃĐes sur cadre pour Être ensuite ÂŦ mises aux bains Âŧ suivant la gamme retenue. Lâexpertise et la rigueur mises en oeuvre pour maintenir les propriÃĐtÃĐs des diffÃĐrents bains et adapter les gammes aux spÃĐcificitÃĐs de chacune des crÃĐations, nous permettent dâoffrir des produits avec des finitions de grande qualitÃĐ.
Pour rÃĐaliser la patine bronze ou la finition vieil argent, les mÃĐdailles sont oxydÃĐes en fin de traitement de surface. La ponce permet dâenlever le surplus dâoxydation pour ne conserver que la partie nÃĐcessaire à la mise en valeur du relief. Câest une opÃĐration dÃĐlicate, rÃĐalisÃĐe mÃĐdaille par mÃĐdaille, oÃđ le savoir faire permet dâobtenir une mÃĐdaille homogÃĻne, lumineuse et subtilement contrastÃĐe.
LâÃĐmaillage et le polissage



Certaines crÃĐations sont rÃĐalisÃĐes en couleur : La pose de couleur est une opÃĐration prÃĐcise qui se fait manuellement, piÃĻce à piÃĻce. Il existe deux procÃĐdÃĐs : lâÃĐmail grand feu prÃĐparÃĐ Ã partir dâÃĐmaux minÃĐraux rÃĐduits en poudre, qui est posÃĐ au pinceau et qui se cuit à plus de 800°. LâÃĐmail synthÃĐtique qui est posÃĐ Ã la seringue dans les espaces cloisonnÃĐs. PrÃĐcision et rapiditÃĐ sont des qualitÃĐs essentielles à cette ÃĐtape de la fabrication qui sâacquiÃĻrent avec beaucoup dâexpÃĐrience.
Pour certaines crÃĐations, quelques dÃĐtails de la mÃĐdaille doivent ressortir en poli brillant. Dans cet atelier, les piÃĻces sont ÃĐmerisÃĐes puis polies une à une, jusquâà ce que lâÃĐtat de surface des dÃĐtails en poli brillant soit parfait. Les touches de couleur peuvent ÃĐgalement Être ÃĐmerisÃĐes de façon à remplir parfaitement les espaces cloisonnÃĐs et à gommer lâeffet ÂŦcuvette Âŧ.
Le contrÃīle qualitÃĐ, montage et conditionnement



Le contrÃīle qualitÃĐ se fait tout au long du processus de fabrication. NÃĐammoins, certains petits dÃĐfauts dans le mÃĐtal peuvent apparaÃŪtre seulement aprÃĻs le traitement de surface. LâÃĐtape de contrÃīle qualitÃĐ en bout de chaÃŪne est donc un maillon essentiel qui garantit la qualitÃĐ de toutes nos crÃĐations. AprÃĻs avoir ÃĐtÃĐ contrÃīlÃĐs, les mÃĐdailles, trophÃĐes et insignes sont conditionnÃĐs suivant la demande du client en boite-carton, ÃĐcrin bijouterie, sachet plastique ou pochette en velours. Les cartons sont ensuite prÃĐparÃĐs avec soin afin que les produits et leurs conditionnements parviennent sans dommage jusquâà nos clients.